Entrevista exclusiva para ENULA con el equipo de Ingeniería de Proyectos de CONUAR
Contexto industrial y desafío
¿Qué necesidad operativa y de calidad motivó el desarrollo de la Torre de Control y qué cambió respecto a los esquemas de control anteriores?
La motivación principal fue el aumento de productividad de la unidad de negocios. En CONUAR realizamos un control del 100% de EC. Esto hace que el control manual sea físicamente difícil de sostener, obligando a pasar de una inspección manual a una inspección industrial automatizada y sistemática.
¿Qué implicó, desde el punto de vista industrial, pasar a un escenario de mayor ritmo productivo con exigencias nucleares crecientes?
El término «ritmo productivo» es totalmente correcto. En la industria nuclear, el control de calidad no es un paso periférico, sino un eslabón crítico de la cadena de suministro. Aumentar la productividad implica eliminar el «cuello de botella» que representaba la inspección manual. Industrialmente, significó profesionalizar la captura de datos: pasar de la apreciación del inspector a la objetividad del sensor, garantizando que el aumento de velocidad no sacrificara ni un ápice de la seguridad nuclear.
Exigencia nuclear y criterios de calidad
¿Qué tipo de controles debía garantizar el sistema y qué desafíos presenta automatizar inspecciones con más de 20 ítems en un entorno nuclear?
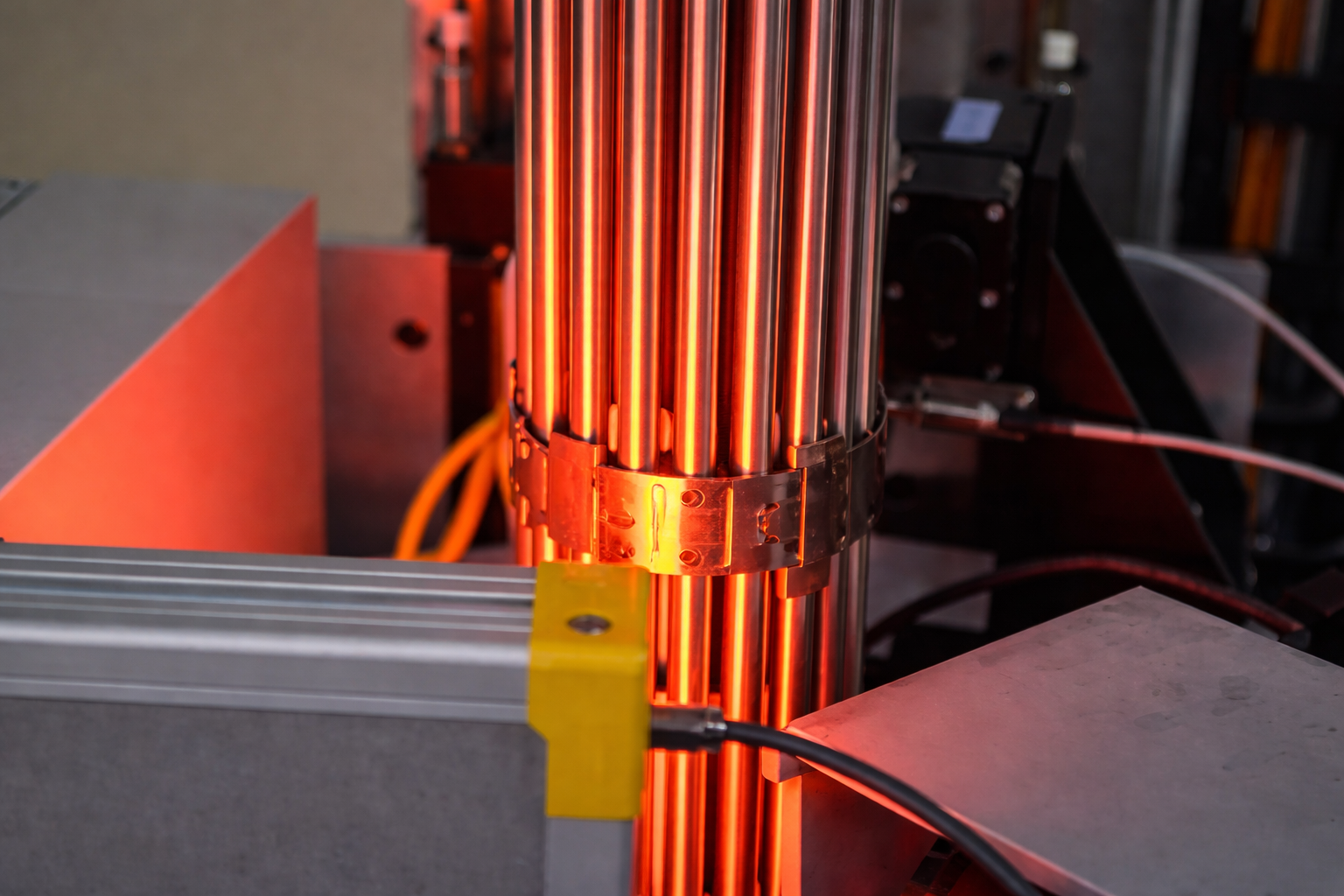
El sistema debe garantizar la conformidad de más de 20 ítems, que combinan parámetros dimensionales (medidas exactas) y visuales (estado de superficie, integridad). El desafío de automatizar esto radica en la diversidad de las tareas: lo que un ojo humano hace por comparación, una máquina debe procesarlo mediante algoritmos distintos (triangulación para posición, perfilometría para formas complejas y cámaras color para controles de daños superficiales). Todo esto bajo la premisa de «falla cero».
¿Cómo se definieron y validaron los criterios de aceptación para asegurar confiabilidad, repetibilidad y trazabilidad?
Se utilizaron elementos combustibles «Dummy» (maquetas de prueba) para calibrar los sensores. La validación fue un trabajo conjunto con el departamento de Metrología e Ingeniería de Calidad, comparando las mediciones automáticas con métodos tradicionales certificados. La trazabilidad se asegura mediante el software de control, que registra cada uno de los 20 ítems por cada elemento combustible, creando una «partida de nacimiento» digital e inviolable para cada unidad.

Solución tecnológica y decisiones de ingeniería
¿Cómo fue el proceso de diseño de la solución y qué pruebas fueron clave para definir el uso de visión artificial, triangulación láser y perfilometría 3D?
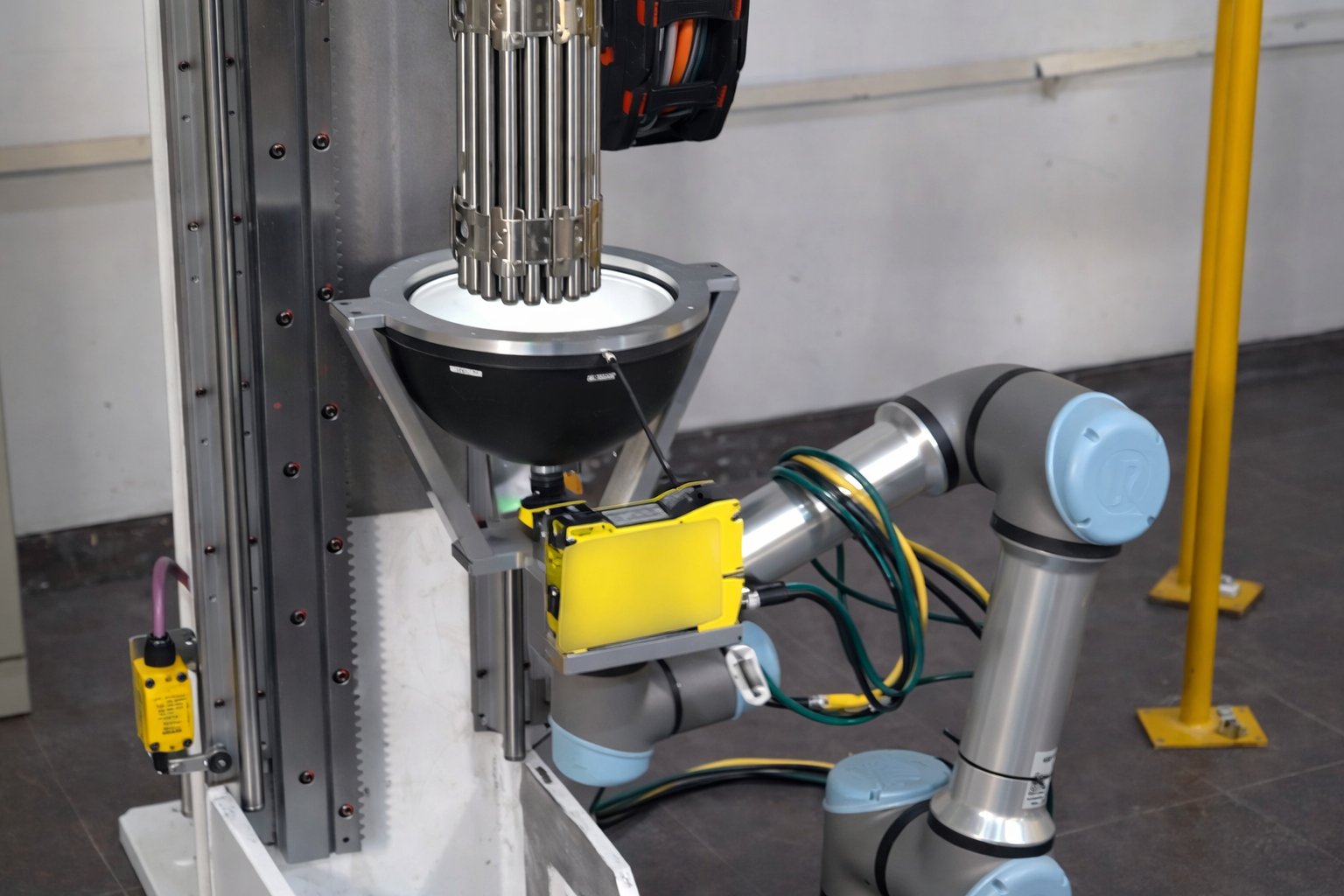
El proceso fue iterativo. Las pruebas con el «Dummy» determinaron que una sola tecnología no bastaba. Se optó por la triangulación láser para la posición precisa, perfilometría 3D con brazo robótico para la compleja geometría de la parte inferior y cámaras de alta resolución para los controles visuales. La clave fue entender que la solución debía ser «multimodal» para cubrir la complejidad del elemento combustible.
¿Qué aprendizajes surgieron al decidir que giren los sistemas de medición y no el elemento combustible?
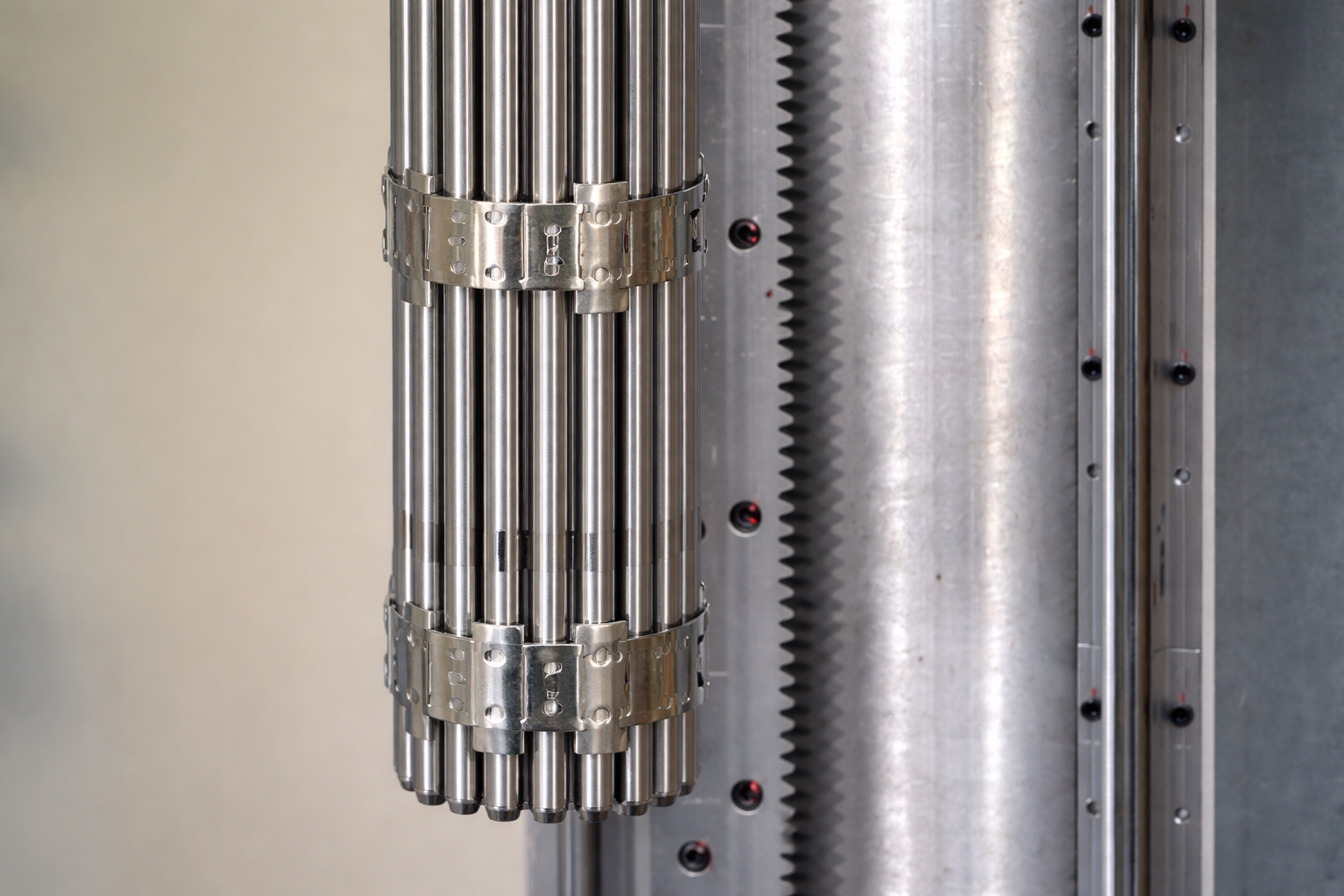
Técnicamente, el elemento combustible es una estructura esbelta y pesada. Al intentar girarlo, la mínima excentricidad provocaba oscilaciones (vibraciones y movimientos pendulares) que introducían ruido en las mediciones de precisión. El aprendizaje fundamental fue: «Si el objeto es inestable en movimiento, mueve el observador». Esto garantizó una base de medición estática y ultra-precisa, aunque trasladó el desafío a la ingeniería mecánica del carro giratorio.
Integración, automatización y confiabilidad
¿Cuáles fueron los principales desafíos de integración mecánica, eléctrica y de software, particularmente en un sistema con giro continuo superior a 360°?
El desafío técnico mayor fue la resolución del cableado y la comunicación de datos. Girar más de 360° con múltiples cámaras y sensores requiere una ingeniería de cableado que evite la fatiga mecánica y la pérdida de señal. En software, el reto la programación de sistema completo y en particular los subsistemas de control por visión.
¿Cómo se aseguró la robustez del sistema para operar de manera repetitiva y confiable en producción?
La robustez se logró mediante la integración de los departamentos de Ingeniería de Procesos y Mantenimiento desde el diseño. Se seleccionaron componentes de grado industrial y se programaron rutinas de autochequeo. El sistema está diseñado para la repetitividad: cada ciclo de medición es idéntico al anterior, eliminando la fatiga o el error de interpretación humana.
Gestión del proyecto y trabajo transversal
¿Cómo se organizó el trabajo entre los distintos sectores de la compañía y qué rol tuvo cada uno en el éxito del proyecto?
El proyecto funcionó como una célula integrada: Ingeniería de Procesos, Ingeniería de Proyectos y Calidad y Metrología, además de otras áreas trasversales de la compañía.
¿Qué aprendizajes dejó esta experiencia en términos de gestión de proyectos tecnológicos complejos?
El aprendizaje central fue el sentido de propiedad (ownership). Cuando los equipos no solo «participan» sino que se «adueñan» del problema, los plazos que parecen imposibles (menos de un año para un desarrollo de este tipo) se cumplen. La comunicación transversal eliminó los compartimentos estancos y permitió una respuesta rápida ante fallas.
Proyección tecnológica y posicionamiento
¿Qué demuestra este desarrollo sobre las capacidades tecnológicas e industriales de CONUAR?
Demuestra que CONUAR no es solo una planta de fabricación, sino un centro de desarrollo tecnológico. La capacidad de crear soluciones a medida para problemas que no tienen una máquina comercial «de estante» posiciona a la empresa como un referente en ingeniería de alta complejidad.
Para ir cerrando ¿en qué otros procesos o industrias este tipo de soluciones de inspección automatizada podría tener aplicación?
Esta tecnología es transferible a cualquier industria de manufactura de alta precisión: aeroespacial (inspección de álabes), automotriz (control de chasis) o incluso otras ramas de la energía donde se manejen componentes de grandes dimensiones con tolerancias milimétricas.
¿De qué manera este proyecto fortalece el posicionamiento de CONUAR dentro de la cadena de valor nuclear?
Incrementa la confianza de los clientes al garantizar una calidad auditable y digitalizada. Eleva el estándar de cumplimiento ante organismos reguladores y demuestra que CONUAR está alineada con la Industria 4.0.
Por último, ¿cuál creen que es el próximo paso natural a partir de esta experiencia?
El paso natural es la explotación de los datos (Big Data). Con cada combustible medido automáticamente, CONUAR ahora tiene una base de datos de precisión que puede alimentar modelos de Inteligencia Artificial para mantenimiento predictivo y para optimizar aún más el proceso de fabricación aguas arriba.

{kind=link}